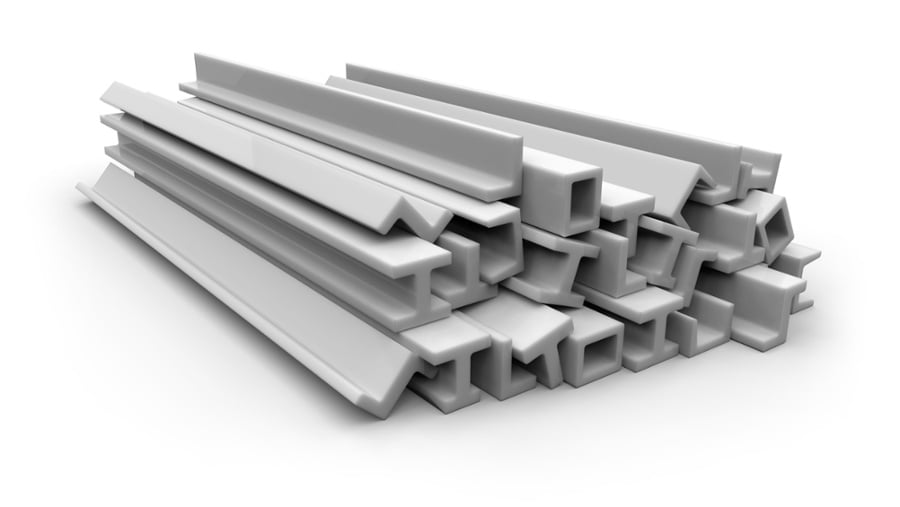
Pultruded fiberglass profiles provide exceptional strength, corrosion resistance, and dimensional stability, making them ideal for applications in construction, utilities, aerospace, marine, and industrial equipment, and many more industries.
While the pultrusion process delivers continuous, high-quality profiles with consistent cross-sections, many end-use requirements demand additional modifications. Secondary fabrication—also known as value-added operations—includes processes such as cutting, machining, chamfering, drilling, punching, and other finishing steps. These operations transform standard or custom pultrusions into ready-to-install components.

At Tencom, these services are performed in-house to ensure quality control, reduce handling delays, and maintain tight tolerances. Proper execution of secondary fabrication is essential to preserve the material's structural integrity, avoid defects such as delamination or fiber breakout, and achieve cost-effective production.
1. Cutting to Length and Precision Sawing
Cutting is often the first secondary operation and requires techniques that prevent chipping, fraying, or cracking at the edges.
- Recommended methods: Use abrasive cutoff saws with carbide-tipped or diamond blades for clean cuts. Bandsaws or circular saws equipped with fine-tooth blades also perform well for straight cuts.
- Best practices: Secure the profile rigidly to minimize vibration. Employ slow, consistent feed rates to allow the blade to cut gradually rather than forcing it through the material. Support the workpiece on both sides of the cut to prevent edge damage. Dust extraction systems are critical because of the abrasive fiberglass particles they generate.
- Key benefit: Precise length tolerances ensure compatibility with assembly requirements, reducing waste and secondary adjustments.
2. Machining: Drilling, Milling, Slotting, and Routing
Machining creates holes, slots, notches, or complex features for fastening, assembly, or functional integration.
- Tool selection: Polycrystalline diamond (PCD) or diamond-coated tools are preferred for their resistance to the highly abrasive fiberglass. High-speed steel (HSS) tools with coatings may suffice for lower-volume work but wear faster.
- Best practices: Maintain sharp tools at all times; dull edges increase heat buildup and increase the risk of delamination. Use high spindle speeds (typically 10,000–20,000 RPM for drilling) with moderate feed rates to produce clean exits. Employ peck drilling for deeper holes to clear chips and reduce heat. Climb milling is generally favored over conventional milling for improved surface finish and reduced fiber pull-out. Vacuum or compressed-air systems should continuously remove dust to protect equipment and operators.
- Considerations: Clamp workpieces firmly but without excessive pressure to avoid crushing. For drilling, a modified Brad-point or special entry chamfer helps prevent breakout on the exit side.
3. Chamfering, Rounding, and Pointing
These edge treatments improve safety, aesthetics, and ease of insertion or assembly.
- Techniques: Router bits, sanding belts, or dedicated chamfering tools create beveled edges, rounded corners, or pointed ends (e.g., for ground rods or stakes).
- Best practices: Perform these operations with light passes to avoid overheating. Use dust collection to manage airborne particles. For pointing, progressive grinding ensures symmetry and strength retention.
- Advantages: Chamfered edges reduce stress concentrations and facilitate installation in tight spaces.
4. Punching and Shearing
Punching creates holes or slots in thinner profiles, while shearing trims edges.
- Guidelines: Use sharp, well-maintained dies with appropriate shear angles to minimize cracking. Punch tonnage requirements vary by profile thickness and resin type—polyester-based profiles generally require less force than vinyl ester.
- Best practices: Preheat thicker sections as needed to temporarily improve ductility. Apply controlled pressure to prevent delamination. For high-volume production, CNC punching enhances repeatability.
- Limitations: Punching is most effective for profiles below specified thickness thresholds; thicker sections may require drilling instead.
General Best Practices for Secondary Fabrication
- Dust and safety management: Fiberglass dust is abrasive and requires industrial vacuum systems, PPE (including respirators), and proper ventilation to comply with health standards.
- Tool maintenance: Regularly inspect and sharpen or replace tools to sustain quality and extend equipment life.
- Process optimization: Test parameters on sample pieces before full production. Monitor for signs of overheating, which can degrade resin and weaken the composite.
- Quality control: Verify tolerances post-operation using precision measurement tools to ensure compliance with design specifications.
- Cost efficiency: In-house secondary fabrication, as offered by Tencom, eliminates outsourcing delays and allows seamless integration with the pultrusion process.
By applying these techniques and best practices, fabricators can maximize the performance advantages of pultruded fiberglass while achieving precise, functional components. Tencom's engineering team collaborates closely with clients to recommend optimal secondary operations tailored to specific project needs, ensuring efficient production and superior end results.
For custom pultruded solutions with integrated secondary fabrication, contact Tencom to discuss your requirements and leverage our expertise in delivering high-performance fiberglass profiles.