What’s Pultrusion?
Pultrusion is a manufacturing process that converts reinforced fibers and liquid resin into a fiber-reinforced plastic, also known as a fiber-reinforced polymer (FRP).
The pultrusion process enables the continuous production of FRP structural shapes through an automated, energy-efficient process, where fiberglass rovings are pulled through a resin bath or resin impregnator that completely saturates the reinforcements. The resin hardens from the heated steel pultrusion die, resulting in a strong, lightweight final product that follows the shape of the die.
Pultrusion Process
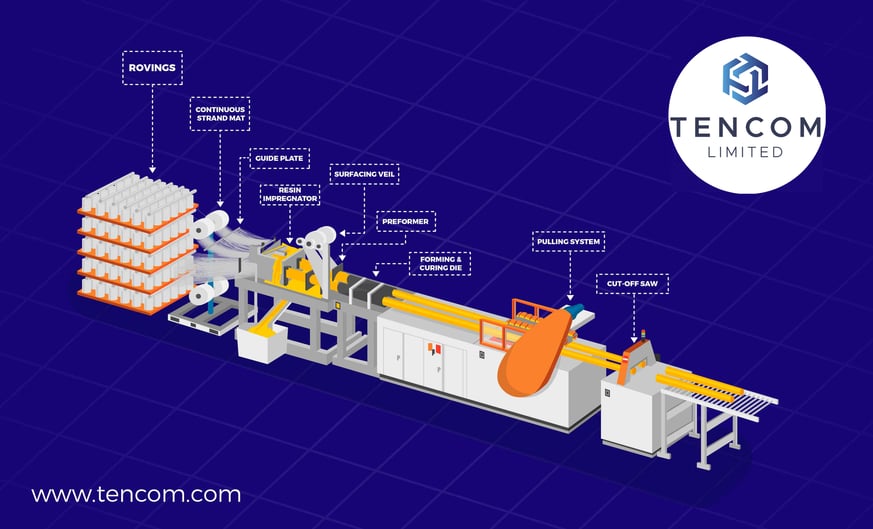
Pultrusion machine design can vary as part geometry can differ. The two main types of pulling systems used to create FRP profiles are reciprocating (hand-over-hand) and continuous (cat-track).
The rovings of fiber reinforcements are positioned by the creels for continuous feeding onto the guide plate. To ensure strength and quality, the fiber reinforcements must be placed accurately within the finished composite.
The resin impregnator is optimally designed to thoroughly saturate the fiber reinforcements in a resin bath, also known as a wet out, which consists of either epoxy, polyurethane, polyester, or vinyl ester. Fillers and other additives, such as colorants, flame retardants, and UV absorbers, can be incorporated to enhance the long-term performance of the composite.
As the reinforcements exit the resin impregnator, they’re passed through “pre former” tools, designed to squeeze out surplus resin and organize the fiber reinforcements into the correct shape. During this process, additives such as continuous strand materials and protective surface veils are often incorporated to enhance the structure, corrosion resistance, and finish of the final product.
After this process, the resin-impregnated fiber passes through the steel die for polymerization. The die is heated at a consistent temperature to cure the thermosetting resin, resulting in a solidified polymer.
The hardened FRP is then pulled towards the saw by the pulling system for accurate cutting to the desired length. The pull locks are custom-made of urethane to ensure cured profiles aren’t cracked, distorted or deformed by the pulling system.

Products manufactured under this technology are widely used in the following industries:
- In the agricultural and chemical industries, for the manufacture of chemically resistant equipment for aggressive media, slatted floors with enhanced strength characteristics are used in the construction of livestock facilities, chemical plants, and other similar applications.
- In the construction industry, the production of glass-fiber reinforcement, profiles, carcasses, and stiffening bars for PVC windows is also used for other applications.
- In the aerospace industry, for the manufacturing of structural components of aircraft.
- In the sports and tourism industries for the manufacturing of equipment exhibiting enhanced strength properties: skis, ski poles, golf course flagsticks, tent and hovel constructions, etc..
- In electrical power engineering, fiberglass rods are utilized in the manufacturing of dielectric structures, such as composite insulators, and as supporting structures for elements of signaling blocks. Additionally, fiberglass profiles are employed in the manufacturing of transformers and electric motors.
- In commercial production, long-fiber molding material (LLM) is used as a raw material for the subsequent manufacturing of structures and products with enhanced strength and chemical properties.
- In the automotive industry, the production of structural and complex vehicle parts requires enhanced stiffness, rigidity, and lightness.
- And in many other industries and plants, using mechanisms, structures, and materials that meet high standards of chemical, dielectric, and strength stability.