Pultrusion is a manufacturing method that uses a continuous, uninterrupted process to combine fiber reinforcements with a resin matrix to produce cross-sectional materials.
Pultrusion, which is a combination of two terms, means ‘pull’ and ‘extrusion.’ The procedure involves pulling the raw materials.
Manufacturing Process
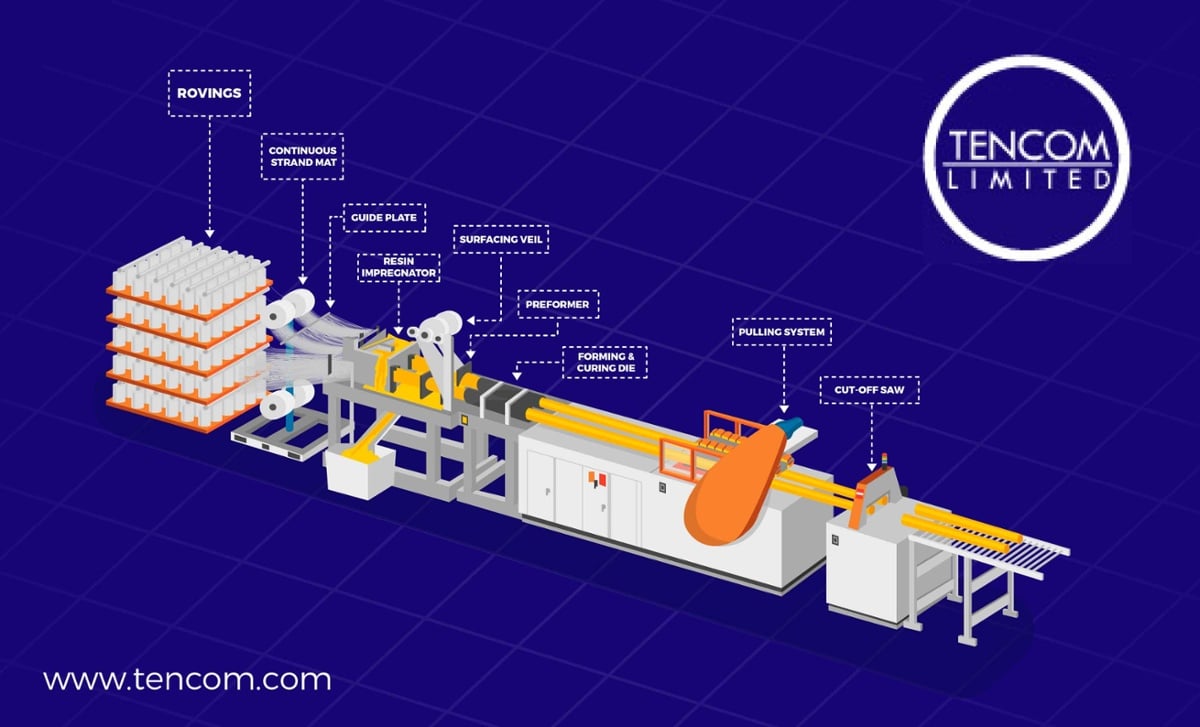
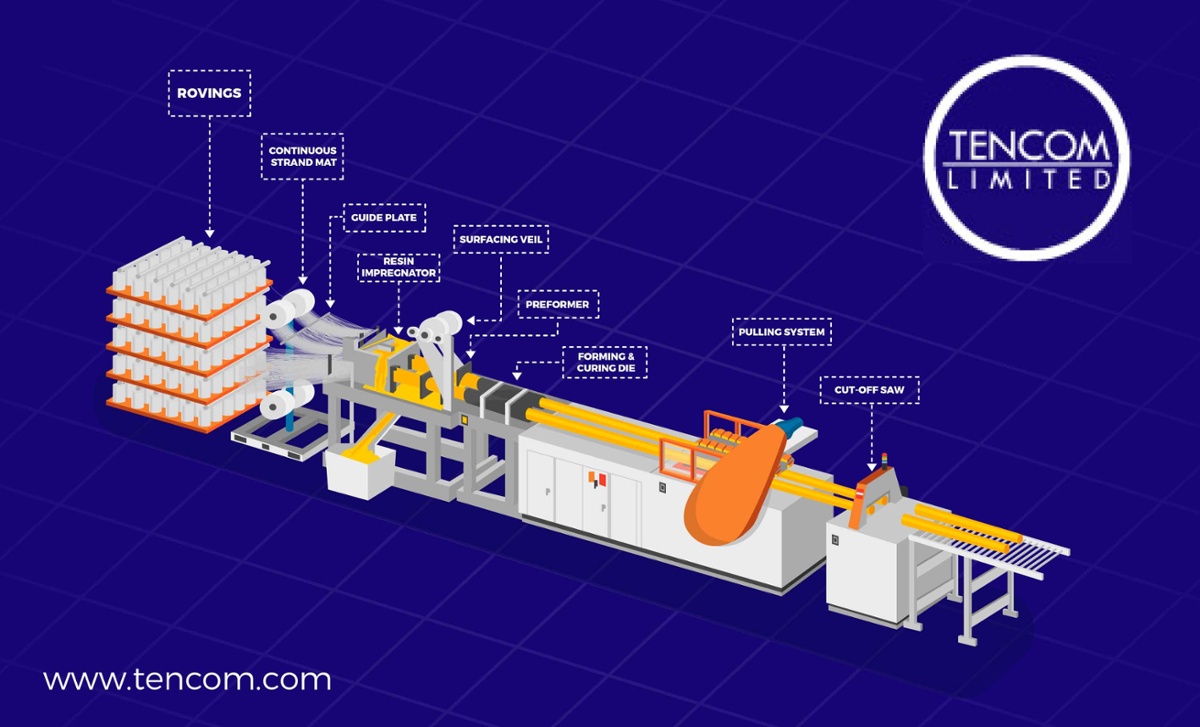
Pultrusion refers to a manufacturing process in which continuous lengths of fiberglass reinforced polymers with a constant cross-section are produced.During this process, reinforced fibers, liquid pultrusion resins, pigments, and other raw materials are normally pulled through a heated die, converting them into FRP composite products.

While the equipment used often varies in size, the pultrusion process is usually the same everywhere.
That said, the following is a detailed breakdown of each step.
Step 1: Feed Raw Materials into the Guide
The pultrusion process involves pulling the necessary raw materials through a heated die, so the reinforcing fibers must be in continuous form.
In most cases, either rolls of filament known as rovings or continuous strand mats are used. They provide the tensile strength needed to pull the remaining fiber reinforcements through the die.
That said, the first pultrusion process step involves feeding the continuous roving filaments or mats into the machinery through the preforming guides.
In the guide, the roving filaments are often passed through a tensioner, then shaped into the finished profile.
It is, therefore, vital that the manufacturer maintains utmost accuracy when feeding the rovings into the guides, as this determines both the strength and the quality of the resulting profile.
Step 2: Impregnate the Resin
The reinforced rovings or mats go through a wet-out bath for resin impregnation. The forming guides are placed before, within, or after this resin bath.
The wet-out bath usually contains a resin, most commonly polyester or vinyl ester, pigments, fillers, and a catalyst to help in curing. It's critical to note that there are different types of wet-out baths.
The most common one involves an open-resin-filled bath with separation bars, so the rovings are guided over and under the bars for impregnation.
It's considered the standard resin impregnation method because it's cost-effective and produces high-quality profiles.
Another type of wet-out bath also involves an open-filled bath; the only difference is that the reinforcement doesn't go up and down.
Therefore, it's more suitable for vertical reinforcements such as mats and veils as they'll remain horizontally position throughout the process. It's ideal for producing hollow pultruded composite products.
Step 3: Go Into the Heating/Curing
The resin-impregnated reinforced fibers then go through a heated die.
This step is also critical as it's where the hard shape of the resulting profile is formed. When the impregnated reinforcements are exposed to the heated die, the cross-linking process begins, and they gradually solidify.
It's vital to note that the cross-linking process is exothermic. This means that once initiated, it causes the resin temperature to exceed that of the die.
This usually happens towards the end of the heating process, and the resin naturally pulls away from the die.
It's therefore incredibly important to maintain an optimum temperature. If the temperature is too high, cracks will appear in the composite.
On the other hand, if the temperature isn't hot enough, the resin will not achieve total cross-linking. Either way, the results are inferior quality composite profiles.
Step 4: Separate
As noted, separation begins at the end of the heating-die process, using a pulling mechanism.
Many manufacturers often use a reciprocating hydraulic clamp puller for this purpose. Once separated, the cured profiles are usually cut to the required length using an automatic saw.
This is often the final pultrusion step, and after this, the cured profile can either undergo secondary processing at the factory or be packaged and shipped to the customer.
Resins
Many types of thermosetting resin systems are used in the pultrusion process. These include:
- Polyurethane
- Unsaturated polyester
- Methacrylate resins
- Phenolic-resins
- epoxy
- vinyl ester
Polyurethane (PU)
In recent years, compelling research on PU's distinct performance characteristics has led to its growing popularity across industries. As a result, more and more manufacturers have begun working with PU.
It has been successfully used in the pultrusion process since the early 2000s and is highly resistant to impact and fatigue. Polyurethane profiles are commonly used when high structural performance is required.
Consequently, composite rods, tubes, bars, and poles, as well as custom shapes, can exhibit up to 40% higher material properties than polyester. Indeed, many weather and hurricane-proofing applications in the building and infrastructure sectors use polyurethane pultrusion to make standard and custom composite profiles.
Glass Fiber
Glass fiber reinforcements are usually very crucial during the pultrusion process. The silane sizing typically coats the glass filaments and enhances fiber-matrix bonding. During the pultrusion process, smooth roving, monofilament, and textured roving are commonly used.
The Takeaway
In general, the pultrusion manufacturing process is more economical, convenient, and efficient than other manufacturing techniques currently available on the market.
Pultrusion also produces high-quality and error-free composites, which ensures that the resulting products have a longer life span compared to other old-school products. Because of this, it has become popular and in high demand in recent years.
Tencom's team of expert engineers has helped designers, architects, builders, and manufacturers fashion pultruded profiles for numerous projects. Our customer-first approach ensures that customers get the right product at the right time and at the right price.
Contact us to find out more about how we can work together to meet your requirements today.