With over 8 million tons of plastic entering our oceans annually, the last thing the world needs is anything that worsens the environmental crisis we currently face.
Fortunately, with processes like pultrusion gaining momentum, it's safe to say that the global manufacturing industry is finally taking a step in the right direction.
Compared with other production methods, pultrusion produces fewer pollutants, toxins, fumes, and other harmful waste products.
Below is a well-detailed guide of the pultrusion process steps.
The Pultrusion Process Steps
Pultrusion, as you may know by now, refers to a manufacturing process in which continuous lengths of fiberglass reinforced polymers with a constant cross-section are produced.
During this process, reinforced fibers, liquid pultrusion resins, pigments, and other raw materials are usually pulled through a heated die, forming FRP composite products.
While the equipment used often varies in size, the pultrusion process is usually the same everywhere.
That said, here is a detailed breakdown of each step
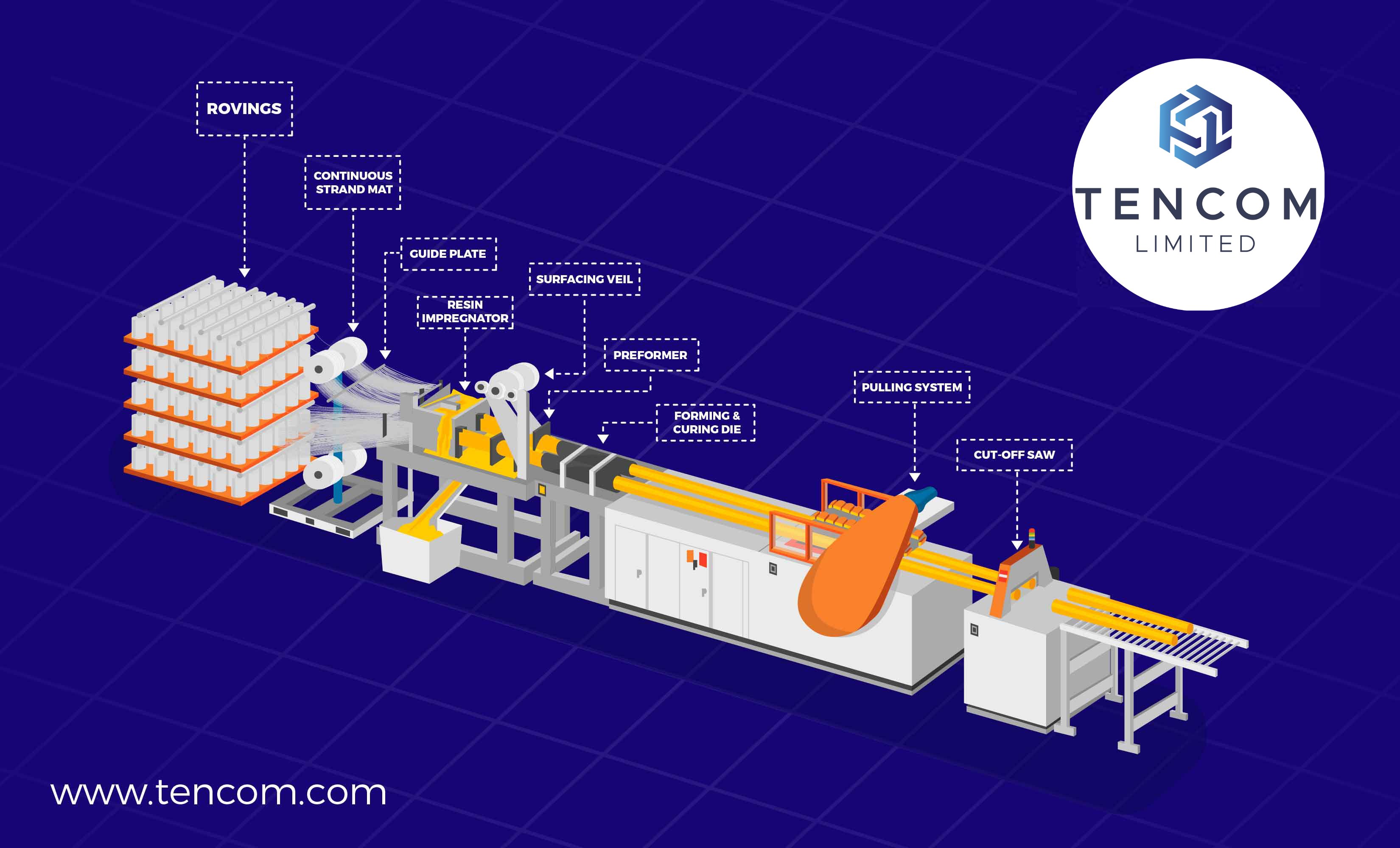
Step 1: Raw Materials are Fed into the Guide
As noted, the pultrusion process pulls the required raw materials through a heated die, so the reinforcing fibers must be in continuous form.
In most cases, either rolls of filament known as rovings or continuous strand mats are used. They provide the tensile strength needed to pull the remaining fiber reinforcements through the die.

That said, the first pultrusion process step involves feeding the continuous roving filaments or mats into the machinery through the preforming guides.
In the guide, the roving filaments often pass through a tension roller, which then shapes them into the finished profile.
It is therefore vital that one maintains utmost accuracy when feeding the rovings into the guides, as this determines both the strength and the quality of the resulting profile.
Step 2: Resin Impregnation
Once the reinforced rovings or mats are out of the guide, they are placed in a wet-out bath for resin impregnation.
The wet-out bath usually contains a resin —most commonly polyester or vinyl ester —pigments, fillers, and a catalyst to aid curing. It's vital to note that there are different types of wet-out baths.
The most common one involves an open-resin-filled bath that usually has rolls, so the rovings are guided over and under the rolls for impregnation.
It's considered the standard resin impregnation method because it's cost-effective and produces high-quality profiles.

The other type of wet-out bath also involves an open-filled bath; the only difference is that the reinforcement doesn't rise and fall.
Thus, it's more suitable for vertical reinforcements such as mats and veils, as they'll remain in a horizontal position throughout the process. It's ideal for the production of hollow pultruded composite products.
Step 3: Into the Heated Pool
With the resin base now attached, the reinforced fibers then go into the heated pool, where they are passed through a heated die.
Like the resin bath, this step is also pivotal as it's where the hard shape of the resulting profile is formed. When the impregnated reinforcements are exposed to the heated die in the first zone, the cross-linking process begins, and they gradually solidify.
It's vital to note that the cross-linking process is exothermic. This means that once initiated, it causes the resin temperature to exceed the die temperature.
This usually happens towards the end of the heating process, and in turn, the resin pulls away from the die naturally.
It's therefore essential to maintain an optimal temperature, as a temperature above the required level will cause cracks in the composite.

On the other hand, if the temperature isn't high enough, the resin will not achieve total cross-linking. Either way, the results are poor-quality composite profiles.
To ensure this doesn't happen, one should preheat the resin before impregnation so it attains the optimum temperature during the dying process.
Step 4: Separation
As noted, separation begins at the end of the heating process, when the resin temperature exceeds that of the die. However, to ensure complete separation, the die is separated from the now-cured profile using a pulling mechanism.
Most manufacturers often use a reciprocating hydraulic clump puller for this purpose. Once separated, the cured profiles are usually cut to the required length using an automatic saw.

This is often the final pultrusion step, and after this, the cured profile can either undergo secondary processing at the factory or be packaged and shipped to the customer.
Why is Pultrusion Better?
As noted earlier, pultrusion is a more eco-friendly manufacturing process. For instance, in comparison to the production of aluminum and steel, it requires less energy.
This means less waste, fewer toxins, and fewer fumes, making it suitable for the environment. Additionally, it's energy-efficient, which benefits the manufacturer.
On top of that, the resulting composites are highly recyclable, which is an added plus for Mother Nature.
High-Quality Products
In addition to being eco-friendly, the end product of pultrusion boasts excellent durability, fire resistance, and corrosion resistance.
This is mainly because they are made using thermoset polymers such as polyester and vinyl ester. Hence, you can be sure they'll be serving you for the longest time possible, even when exposed to harsh weather conditions.
Low-Weight and Maintenance-Free
In addition to being highly durable, pultruded products weigh 30% less than aluminum and 80% less than steel. They are, therefore, a great alternative.
They offer the durability of the said materials and are easy to work with, so you can even install them yourself. Also, since they are non-corrosive, pultruded products call for little to no maintenance.
Finally
If you're a believer in going green and sustainable products, then pultruded products are a perfect fit for you.
It's clear from the pultrusion process steps above that it is eco-friendly, economical, and results in high-quality products.
So please browse our range of pultrusions or get in touch with us today for more information!