Fiber-reinforced polymers (FRPs) are a type of composite plastics made of a matrix or binding agent reinforced by a fiber material. The FRP process thus entails two steps: making the fibrous material and bonding the material with a polymer plastic.
Fiber Manufacture
Fiber preforms are manufactured through weaving, braiding, stitching, and knitting. Weaving is used in making both two-dimensional and three-dimensional fibers and is suitable for the manufacture of high-value and narrow-width products.
It has its downsides, though. For one, weaving multilayer fibers is time-consuming and fairly more expensive. Also, it is difficult to create fabrics with fibers that are oriented to each other at anything other than 90-degree angles.
Braiding is way better in that aspect as it allows for fibers to be aligned at 45 degrees to each other. Through two-step braiding, manufacturers can create right about any shape of preform.
Knitting typically produces two-dimensional fabric, but the creation of multilayer fabric is possible with machines fitted with more than one needle bed.

Stitching is perhaps the most straightforward technique of creating preforms and is revered for its suitability in both prepreg and dry fabric stitching.
Forming Processes
Bonding the fiber and the polymer plastic is the second and most critical part of FRP manufacture. It can be achieved through several processes, including compression molding, bladder molding, wet layup, mandrel molding, chopper gun, autoclave and vacuum bag, filament winding, and pultrusion.
We are going to focus on pultrusion, which is arguably the most popular method of FRP production at the moment.
What is Pultrusion?
Pultrusion is a manufacturing technique for fabricating continuous FRP structural shapes without altering the cross-sections.
Generally, pultrusion involves pulling the raw materials (a polymer surfacing veil, textile reinforcing fibers, a resin formulation, etc.) through a heated metal forming die.
The reinforcement materials are usually in continuous shapes such as hollow spools or doffs of fiberglass roving or continuous filament mats.
The resin mixture is used to saturate the reinforcement materials, which are shaped and passed through a heated steel die. The heat sparks a catalytic reaction, curing the resin and giving it a rigid profile that imitates the die cavity's shape.
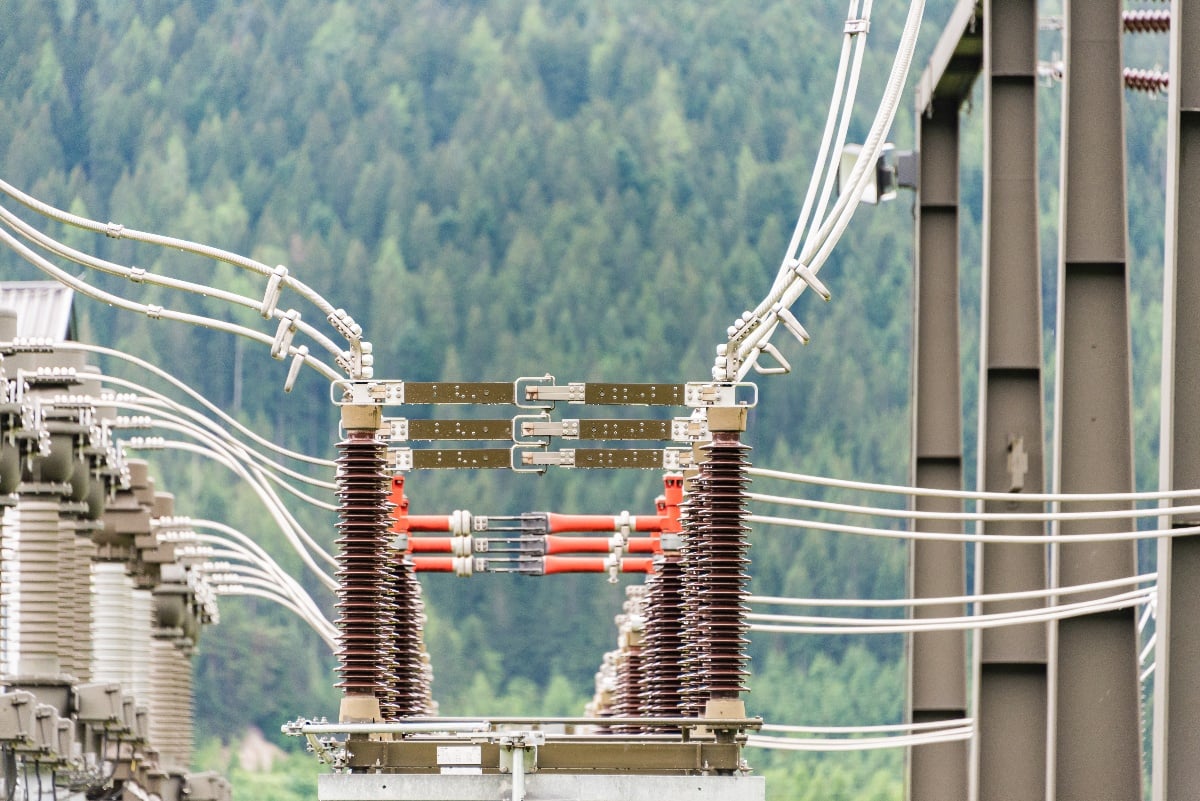
FRP pultrusions are used in a range of applications across various industries, for they can be manipulated to imitate the useful properties and leave out the inferior properties of conventional materials.
There are multiple variations of the pultrusion process, ranging from using a reciprocating puller to a caterpillar puller, but the basic concept is mostly the same across all processes.
The Pultrusion Process Broken Down
Stage #1: Reinforcement Wet-Out
The fiber reinforcements are held in continuous filament mats (CFM) creels and are delivered in rolls that have been split to required widths. The work of the CMF creels is basically to stage the reinforcements before they are fed into guide plates.
The guide plates, on the other hand, position the rovings and unrolled mats before putting them in the liquid resin bath. The resin bath is a concoction of a resin, catalysts, fillers, wetting agents, and pigments.
The pultrusion resin bath's interior is built to optimize the reinforcement wet-out. The wet-out is optimized even further by keeping the reinforcements separated in the resin bath.
As the saturated reinforcements exit the bath, they are shaped into flat sheets before being put in the performer.

Stage #2: Reshaping
In the preformer, the sheets of reinforcements and roving are reshaped to resemble the die cavity as closely as possible. That is primarily the work of the preformer: to shape the reinforcements before they enter the die.
The preformer is a very crucial step in pultrusion as it dictates the robustness of the final product. It is a fairly lengthy process that calls for little to no human intervention. Some FRP manufacturers skip this process, including the resin bath phase, and use resin injection instead.
That said, either process aims to have the reinforcements adequately saturated before entering the heated die.
Stage #3: Composite Curing
The cross-section of the wetted reinforcements is typically bigger than the cavity of the die so that it squeezes in and is compacted into the desired shape and size.
The surface of the die's cavity is hardened by chrome-plating or nitriding to prevent abrasion from the reinforcements squeezing through it. Resin curing acts as the limiting factor for the line speed.
Extremely thick parts may run as slowly as four inches per minute, while thinner parts could exceed 100 inches in one minute. Parts that are not cured well may offer inferior mechanical properties.
Stage #4: Cooling
As it exits the cavity, the composite is usually very hot (between 300 F and 400 F), from all the heating in the die, and must be cooled before a puller grips it.
The cooling is accomplished by natural convection, i.e. stretching out the distance between the puller and the die or by forcing cold water or air on the part that has not been gripped by the puller.
Most FRP manufacturers use two types of pulling systems – the reciprocating type and the caterpillar counter-rotating type – to ensure the process is moving continuously.
The pull forces weathered by these systems can be anything between 200 pounds and 100,000 pounds.
Stage #5: Cutting the Parts
The last step of the process involves cutting the parts while the line is in motion. This is accomplished by using a traveling cut-off saw, which moves in the same speed and direction as the part being cut.
Upon making the cross-cut, the saw moves back to its original position and waits for another cut to be triggered. The part cut length and other parameters such as line speed, gripper forces, and die temperatures are all calibrated and changed from a control panel.
Different part sizes have unique requisite settings that must be entered before the processing begins.
Conclusion - Pultruded Products
Used as a substitute for steel, wood, aluminum, and other traditional building materials, FRP products are superior to these materials in virtually every aspect.
They are not only corrosion-resistant, lightweight, and non-conductive, but also durable, stable, safer, and easier to use.
Be sure to contact Tencom Limited today for more information on how FRP is made and suitable applications of FRP products.