
Fiberglass pultrusion is a continuous manufacturing process used to produce fiber-reinforced polymer (FRP) composites with constant cross-sections. This technique involves pulling continuous fiberglass reinforcements through a resin bath and a heated die, resulting in firm, lightweight profiles that are widely used across various industries.

Unlike extrusion, pultrusion "pulls" the material, allowing precise control over the final product's shape and properties. It is valued for creating high-strength fiberglass parts that offer superior durability compared to metals like steel or aluminum.
History of Pultrusion
The pultrusion process emerged in the mid-20th century. In 1944, J.H. Watson filed an early patent, followed by M.J. Meek in 1950. Commercial pultrusions began in 1952 with the Glastic Company in Cleveland, Ohio, under a patent by Rodger B. White. W. Brandt Goldsworthy, often credited as the inventor, patented a process in 1959 focusing on unsaturated polyester resins.
Around the same time, Ernst Kühne in Germany developed a similar method using epoxy resins in 1954. Innovations, such as the 2008 "Radius-Pultrusion" patent by Thomas GmbH + Co. Technik + Innovation KG, have since enabled the production of curved profiles, thereby expanding the process's versatility.
The Pultrusion Process: Step by Step
The pultrusion process is automated and continuous, ensuring consistent quality. Here are the key steps tailored to fiberglass applications:
-
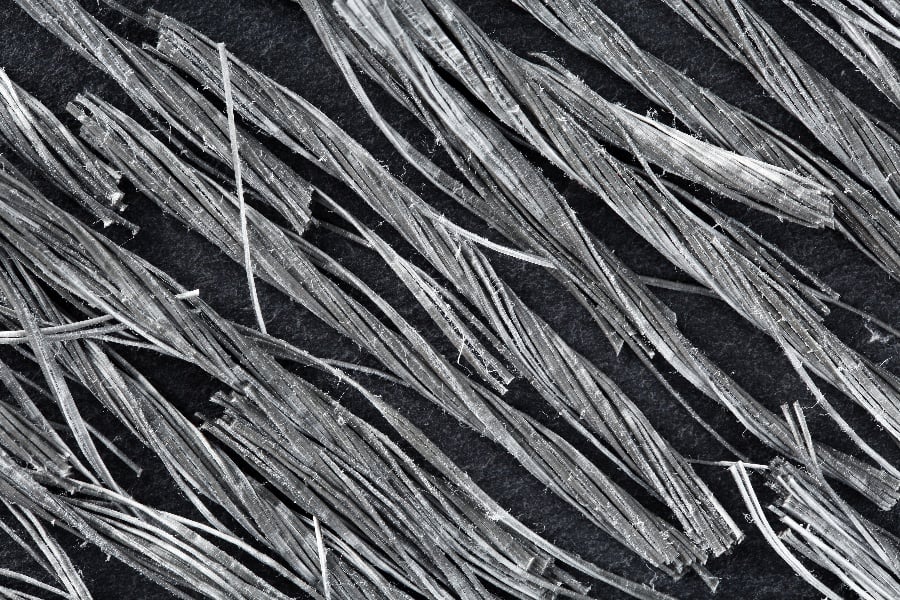
Preparation of Reinforcements: Continuous fiberglass reinforcements, such as rovings, mats, or woven strands, are fed from creels or spools, providing high tensile strength.
-
Resin Impregnation (Wet-Out): The fiberglass is pulled through a bath of liquid resin, such as polyester, vinyl ester, polyurethane, or epoxy, saturating the fibers. A surface veil may be added to protect against erosion, UV damage, and fiber exposure.
- Preforming of Reinforcements: specialized forming guides to place reinforcements into position for designed strengths are used prior to, during, and after the resin impregnation.
-
Final Forming and Curing in the Die: The resin-soaked fiberglass is pulled through a heated die, where the resin cures, hardening into a rigid profile that matches the die’s shape, ensuring strength and dimensional stability.
-
Pulling and Cutting: A pulling mechanism draws the material through the system at a controlled speed. Once cured, the profile is cut to the desired length using an automated saw.
Variations include using thermoplastic resins such as polybutylene terephthalate (PBT) or polyethylene terephthalate (PET), which are heated and melted for improved recyclability.
The process utilizes specialized equipment, including tension rollers, resin baths, heated dies, and pullers, making it an energy-efficient solution for high-volume production.
Materials Used in Fiberglass Pultrusion
The core materials in fiberglass pultrusion are:
-
Reinforcements: Glass fibers in forms like continuous rovings, mats, or fabric, chosen for their strength and affordability.
-
Resins: Thermosets (e.g., polyester, epoxy, polyurethane) for permanent curing or thermoplastics for recycling possibilities. Additives such as pigments, UV stabilizers, or fire retardants can be used to tailor specific properties.
-
Surface Veils: Added for enhanced corrosion resistance and surface finish.
This combination allows for customization, with fiberglass providing cost-effective and durable reinforcement.
Advantages of Fiberglass Pultrusion
Pultrusion enhances fiberglass parts by incorporating high volumes of continuous fibers, which can be oriented for optimal performance. Key benefits include:
-
Superior Strength-to-Weight Ratio: Fiberglass pultrusions match steel’s strength but weigh 75-80% less, making them easier to handle and install.
-
Corrosion and Chemical Resistance: They resist rust, rot, and chemicals, making them ideal for harsh environments.
-
Non-Conductive Properties: Electrically and thermally non-conductive, non-magnetic, and transparent to electromagnetic waves.
-
Durability and Low Maintenance: High impact resistance, dimensional stability, and longevity reduce lifecycle costs.
-
Efficiency and Sustainability: The process is resource-efficient, with thermoplastic options enabling possible recycling and annual adoption growth of 8-10% in industrialized nations.
Compared to traditional materials, pultruded fiberglass provides a cost-effective and customizable alternative.
Disadvantages
Pultrusion is typically limited to straight profiles with constant cross-sections, although innovations like Radius-Pultrusion enable curves. Thermoplastic resins can pose challenges due to their viscosity, which affects impregnation quality and production speed.
Applications of Fiberglass Pultrusion
Fiberglass pultrusions are versatile across industries:
-
Construction: Beams, columns, platforms, window reinforcements, and slatted floors for chemical resistance.
-
Electrical and Power: Insulators, cable trays, and dielectric structures for non-conductive safety.
-
Marine and Automotive: Boat hulls, decks, and vehicle parts for lightweight durability and corrosion resistance.
-
Aerospace and Sports: Aircraft components, skis, poles, and golf flagsticks for high strength.
-
Agriculture and Chemical: Resistant flooring and supports in corrosive settings.
- & Many More...
These applications highlight pultrusion’s role in creating reliable, high-performance fiberglass products.
Conclusion
Fiberglass pultrusion is an innovative and efficient process that delivers strong, durable, and versatile composites. From its historical roots to modern adaptations, it continues to evolve, offering sustainable solutions for demanding applications.
As industries prioritize lightweight, corrosion-resistant materials, pultrusion’s future remains promising, driving advancements in engineering and design.