
Imagine a manufacturing method so efficient it produces continuous lengths of incredibly strong, lightweight material—day in and day out—without stopping. That’s pultrusion, the backbone of modern fiberglass reinforced polymer (FRP) products.
At Tencom, we’ve spent over 28 years perfecting this process to deliver custom pultruded profiles that outperform traditional materials in harsh environments. Whether you need non-conductive utility components, durable window reinforcements, or lightweight structural shapes, understanding how pultrusion works helps you see why it delivers unmatched consistency, strength, and value.

Let’s walk through the pultrusion process step by step, from raw materials to finished custom profiles.
What Is Pultrusion?
Pultrusion is a continuous manufacturing process used to produce composite profiles with a constant cross-section. Reinforcing fibers (usually fiberglass) are pulled through a liquid resin bath, shaped, and cured in a heated die to form strong, rigid parts like rods, tubes, channels, angles, and complex custom shapes.
Unlike extrusion (which pushes material) or molding (which forms one piece at a time), pultrusion pulls the material through the line. This “pull” creates high fiber alignment and volume fractions—often 60% or more fiber by weight—delivering exceptional strength-to-weight ratios.
The result? Profiles that are:
- Up to 75% lighter than steel yet equally strong (or stronger) pound-for-pound
- Completely corrosion-resistant
- Electrically and thermally non-conductive
- Low-maintenance and built to last decades
These advantages explain why the pultrusion market continues to grow steadily, driven by infrastructure upgrades, renewable energy, and the push for lighter, greener materials.
Step-by-Step: How the Pultrusion Process Works
Here’s exactly what happens on a Tencom pultrusion line.
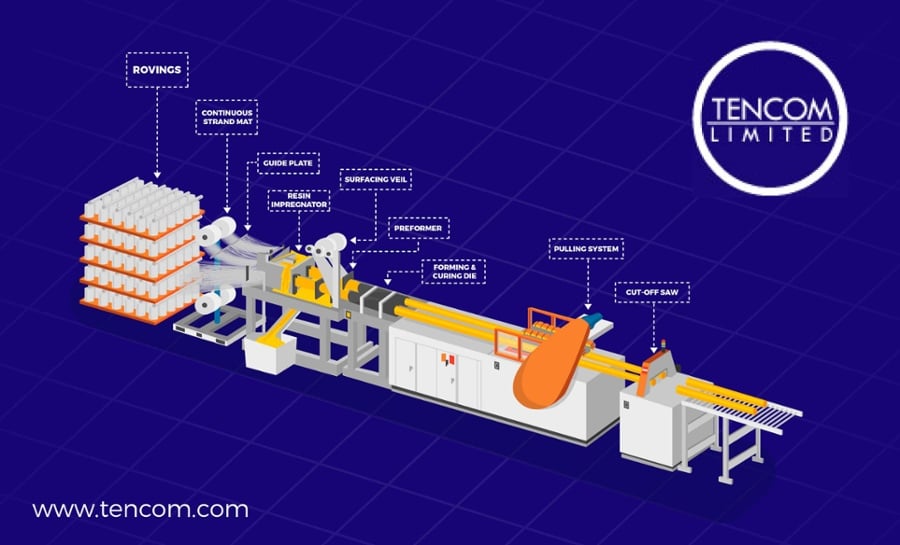
Step 1: Preparing the Reinforcement Fibers
Everything starts with the reinforcements. Continuous fiberglass rovings (bundles of filaments) and mats or fabrics unwind from creels—large spools arranged in racks.
Engineers carefully select and arrange the fibers:
- Rovings provide longitudinal strength
- Continuous filament mats or stitched fabrics add transverse strength and impact resistance
- Surface veils improve finish and UV/corrosion protection
At Tencom, we also work with carbon fiber or hybrid reinforcements when customers need extra stiffness or performance. The key is precise tension and alignment—any misalignment early on affects the final profile.

Step 2: Resin Impregnation (The Wet-Out Stage)
The dry fibers enter the resin bath, where they’re thoroughly saturated with liquid thermoset resin (typically polyester, vinyl ester, or polyurethane).
This step is critical. The resin must fully wet every fiber to create a strong bond. Excess resin is metered out with squeeze rollers or doctor blades to control the fiber-to-resin ratio.
Different resins deliver different properties:
- Polyester — cost-effective and versatile
- Vinyl ester — superior corrosion resistance
- Polyurethane — excellent impact strength and flexibility
Tencom’s team helps customers choose the right resin system based on the end-use environment—whether it’s chemical exposure, extreme temperatures, or fire-retardant requirements.

Step 3: Pre-Forming and Shaping
After impregnation, the wet fibers pass through a series of pre-forming guides or cards. These gradually shape the material close to its final cross-section—think of it as gently folding and positioning the fibers before they enter the die.
This stage removes air pockets and ensures uniform distribution. Precision here prevents wrinkles, voids, or weak spots in the finished profile.
Step 4: Curing in the Heated Die
Now the magic happens. The shaped, resin-soaked fibers are pulled into a precisely machined, heated steel die.
Inside the die:
- Heat activates the curing reaction (exothermic— the resin generates its own heat as it hardens)
- The material solidifies into the exact shape of the die cavity
- The continuous pulling action keeps the line moving smoothly
Die temperature, pull speed, and resin formulation are tightly controlled. A well-tuned process produces profiles with consistent dimensions, smooth surfaces, and optimal mechanical properties.

Step 5: Pulling, Cooling, and Cutting
Caterpillar or reciprocating pullers grip the now-solid profile and keep constant tension on the entire line. After exiting the die, the profile cools naturally or with auxiliary cooling.
Finally, an automated cut-off saw cuts the continuous profile to the exact lengths customers need—anywhere from a few feet to truckload quantities.
The entire process runs continuously, producing hundreds or even thousands of feet per shift with minimal waste.
Why Pultrusion Delivers Superior Results
The pulling action in pultrusion aligns fibers more effectively along the longitudinal direction than most other composite processes. That alignment, combined with high fiber content, is why pultruded profiles often beat steel, aluminum, and wood in real-world performance.
Key advantages include:
- Exceptional strength-to-weight ratio — easier to transport and install, with less stress on structures
- Zero corrosion — no rust, rot, or degradation even in coastal, chemical, or high-moisture environments
- Electrical insulation — ideal for utility, electrical, and telecommunications applications
- Design flexibility — almost any constant cross-section is possible, from simple angles to complex custom shapes with undercuts or hollow sections
- Consistency — every foot of profile meets the same tight tolerances
At Tencom, we take it further. Our in-house engineering team works directly with customers to optimize fiber architecture, resin choice, and die design. We also offer secondary fabrication—cutting, drilling, chamfering, machining, and assembly—so you get ready-to-use parts.
Real-World Applications of Pultruded Profiles
Once you understand the process, you start seeing pultruded fiberglass everywhere. It solves problems:
- Utilities & Infrastructure — non-conductive poles, crossarms, duct rods, and structural supports that resist corrosion and ice loading
- Fenestration — window and door reinforcements that improve thermal performance and meet ENERGY STAR standards
- Construction — beams, channels, grating, and handrails for bridges, platforms, and buildings
- Marine & Recreation — boat components, docks, tree stakes, and driveway markers that survive years of UV and moisture
- Custom OEM — specialized rods, tubes, and profiles for aerospace, transportation, and industrial equipment
Many customers come to Tencom because standard “off-the-shelf” shapes don’t quite fit. Our custom capability turns their drawings—or even rough ideas—into production-ready profiles.
Getting Started with Custom Pultrusion
Ready to explore whether pultrusion is right for your next project?
The best first step is a conversation with our engineering team. We’ll review your requirements for strength, environment, tolerances, and volume, then recommend the optimal fiber-resin-die combination.
Many projects begin with our Profile Awareness Questionnaire—a short form that captures the essentials so we can provide fast, accurate feedback and quoting.
Whether you need a few prototype lengths or full production runs, Tencom delivers the same attention to detail that has earned us trusted partnerships across North America.
Key Takeaways
- Pultrusion is a continuous, pull-through process that creates high-performance FRP profiles with excellent fiber alignment and consistency.
- The five main steps—fiber preparation, resin impregnation, pre-forming, die curing, and pulling/cutting—work together to deliver lightweight, corrosion-resistant, and dimensionally stable parts.
- Custom pultrusion shines when standard materials fall short: in extreme environments, for weight savings, for electrical insulation, or for unique geometries.
- Partnering with an experienced manufacturer like Tencom ensures optimized design, tight process control, and value-added fabrication services.
The pultrusion process isn’t just efficient—it’s transformative. It lets engineers replace heavy, corroding materials with composites that last longer, weigh less, and require almost zero maintenance.
If you’re evaluating materials for your next design or facing challenges with traditional options, let’s talk. Drop us a note or request a quote today. Our team is ready to walk you through the process—from concept to the delivery of custom profiles.
At Tencom, we don’t just make pultruded parts. We help you build better solutions that stand the test of time.