
Fiberglass composites are valued for their strength, low weight, and corrosion resistance, making them essential across industries such as construction, aerospace, and marine. Among the various methods to manufacture composites, pultrusion stands out for its efficiency and consistency. But how does it compare with other composite manufacturing methods, such as hand lay-up, filament winding, and resin transfer molding (RTM)?

Below, we explore the key differences, advantages, and applications to help you choose the right process for your project.
What Is Pultrusion?
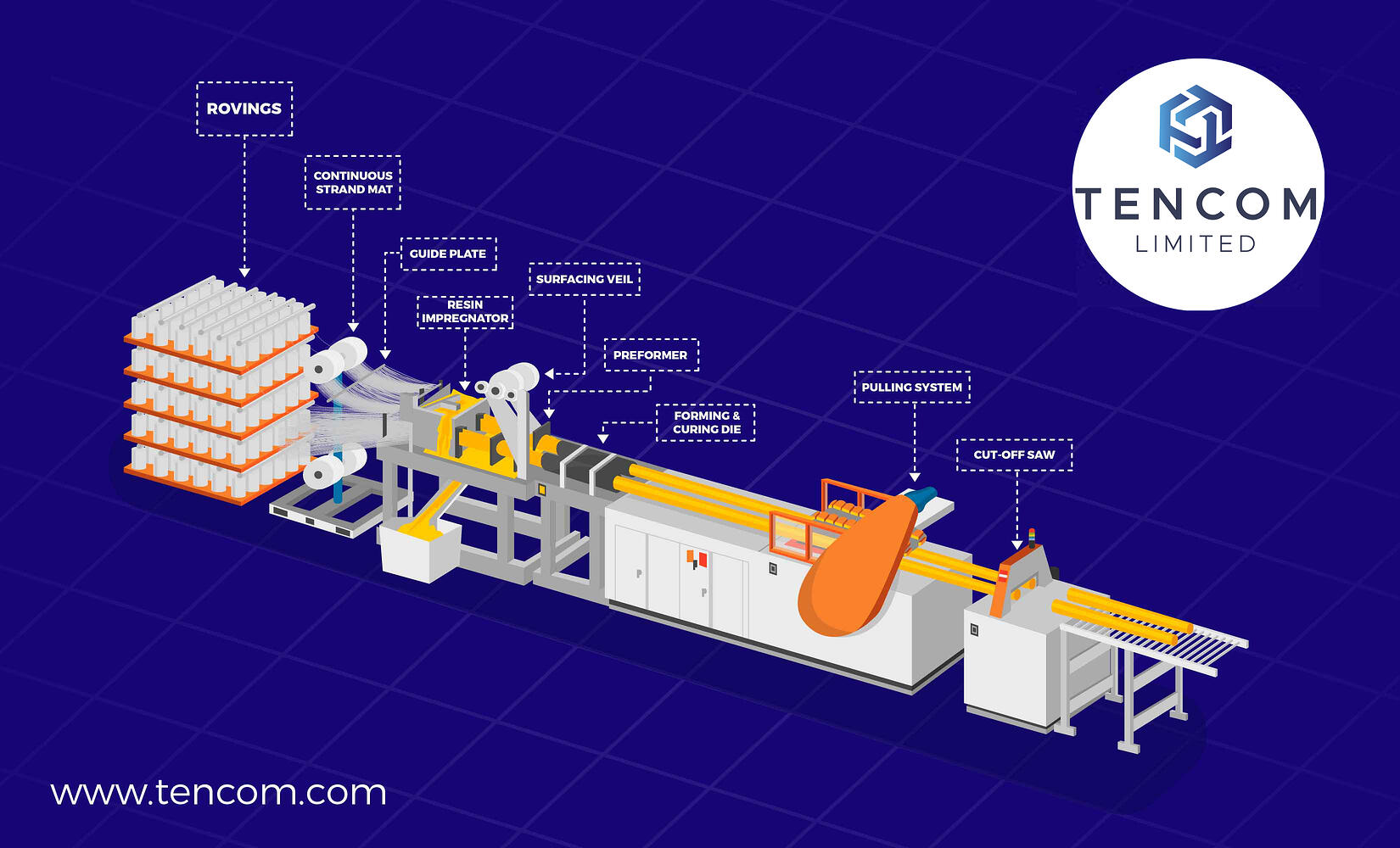
Pultrusion is a continuous manufacturing process that produces fiberglass composite profiles with consistent cross-sections, such as rods, tubes, beams, or custom shapes. Fiberglass reinforcements (rovings, mats, or fabrics) are pulled through a resin bath, then through a heated die to cure and form the final product. The result is a strong, lightweight, and uniform profile ideal for structural applications.
Comparing Pultrusion to Other Methods
1. Hand Lay-Up
Process: Hand lay-up involves manually layering fiberglass reinforcement (typically mats or fabrics) into a mold, applying resin, and curing the laminate. It’s often used for complex, one-off shapes like boat hulls or custom panels.
Comparison:
-
Advantages of Pultrusion:
-
Automation and Speed: Pultrusion is automated and continuous, producing high volumes quickly, while hand lay-up is labor-intensive and slow.
-
Consistency: Pultrusion ensures uniform thickness and properties, whereas hand lay-up can result in variations due to human application.
-
Cost-Effectiveness: Pultrusion reduces labor costs in large-scale production, unlike hand lay-up, which is more expensive at high volumes.
-
-
Advantages of Hand Lay-Up:
-
Complex Shapes: Hand lay-up excels at creating intricate, non-uniform shapes that pultrusion cannot produce.
-
Low Setup Costs: Requires minimal equipment, making it suitable for small runs or prototypes.
-
-
Applications:
-
Pultrusion: Structural profiles like beams, grating, or ladder rails.
-
Hand Lay-Up: Boat hulls, custom architectural panels, or artistic sculptures.
-
Verdict: Pultrusion is better for high-volume, uniform profiles, while hand lay-up suits low-volume, complex, or custom designs.
2. Filament Winding
Process: Filament winding involves winding continuous fiberglass strands, impregnated with resin, around a rotating mandrel to form hollow structures such as pipes, tanks, or pressure vessels. The winding angle can be adjusted for specific strength requirements.
Comparison:
-
Advantages of Pultrusion:
-
Profile Variety: Pultrusion produces hollow, solid, or open profiles (e.g., I-beams, channels, tubes), while filament winding is limited to hollow, cylindrical shapes.
-
Production Efficiency: Pultrusion’s continuous process is faster for linear profiles, and has few limitations as to product length, whereas filament winding is slower due to the winding process and can have length limitations.
-
Surface Finish: Pultrusion delivers smooth, consistent surfaces, while filament-wound products may require additional finishing.
-
-
Advantages of Filament Winding:
-
Strength Optimization: Winding angles can be tailored to specific load requirements, making them ideal for pressure vessels or pipes.
-
Large Structures: Filament winding can create large-diameter components, unlike pultrusion’s size limitations.
-
-
Applications:
-
Pultrusion: Structural components like round and non-round shaped hollows, poles, railings, or decking.
-
Filament Winding: Pipelines, storage tanks, or rocket casings.
-
Verdict: Pultrusion is ideal for linear, solid, and hollow profiles, while filament winding is best for hollow, cylindrical structures with tailored strength and limited length.
3. Resin Transfer Molding (RTM)
Process: RTM involves placing dry fiberglass reinforcements in a closed mold, injecting resin under pressure, and curing the part. It’s used for high-quality, complex parts such as automotive panels and aerospace components.
Comparison:
-
Advantages of Pultrusion: Pultrusion offers several advantages over RTM:
-
Continuous Production: Pultrusion is a continuous process ideal for long, uniform profiles, whereas RTM is a batch process that limits production speed.
-
Cost Efficiency: Pultrusion requires less labor and simpler equipment, reducing costs for high-volume production compared to RTM’s complex molds and injection systems.
-
Material Efficiency: Pultrusion minimizes resin waste by maintaining a controlled resin bath, whereas RTM can lead to excess resin during injection.
-
-
Advantages of RTM:
-
Complex Geometries: RTM can produce intricate, three-dimensional parts with varying thicknesses, unlike pultrusion’s constant cross-sections.
-
Surface Quality: RTM, like pultrusion, provides smooth finishes on both sides of the part.
-
-
Applications:
-
Pultrusion: Structural beams, window frames, handles, tubing, decorative and structural profiles, or poles.
-
RTM: Automotive body panels, aerospace fairings, or sporting goods.
-
Verdict: Pultrusion excels for high-volume, linear profiles, while RTM is better for complex, high-precision parts in smaller quantities.
Why Choose Pultrusion?
Pultrusion stands out for its:
-
High Production Rates: Continuous process enables rapid, large-scale manufacturing.
-
Consistency: Uniform profiles ensure reliable performance in structural applications.
-
Cost-Effectiveness: Automated process reduces labor and material costs.
-
Versatility: Custom profiles can be tailored for specific strength, corrosion resistance, or aesthetic needs.
However, pultrusion is limited to constant cross-sectional shapes and may not suit projects requiring profile changes.
Choosing the Right Method for Your Project
When selecting a composite manufacturing method, consider:
-
Shape and Complexity: Pultrusion for linear, uniform profiles; hand lay-up or RTM for non-profile complex shapes; filament winding for hollow structures of limited length or quantity.
-
Production Volume: Pultrusion for high volumes; hand lay-up or RTM for low volumes or prototypes.
-
Cost Constraints: Pultrusion for cost-sensitive, large-scale projects; RTM for high-value, precision parts.
-
Performance Needs: Filament winding for tailored strength; pultrusion for general structural reliability.
Conclusion
Pultrusion offers unmatched efficiency and consistency in producing linear, high-strength fiberglass profiles, making it ideal for applications such as construction, infrastructure, and industrial components. While hand lay-up, filament winding, and RTM have their strengths for complex or specialized parts, pultrusion’s automation and scalability make it a top choice for cost-effective, high-volume production.
At Tencom, we specialize in high-quality pultruded fiberglass products designed to meet your project’s needs. Contact us today to learn how pultrusion can deliver durable, reliable solutions for your next application.