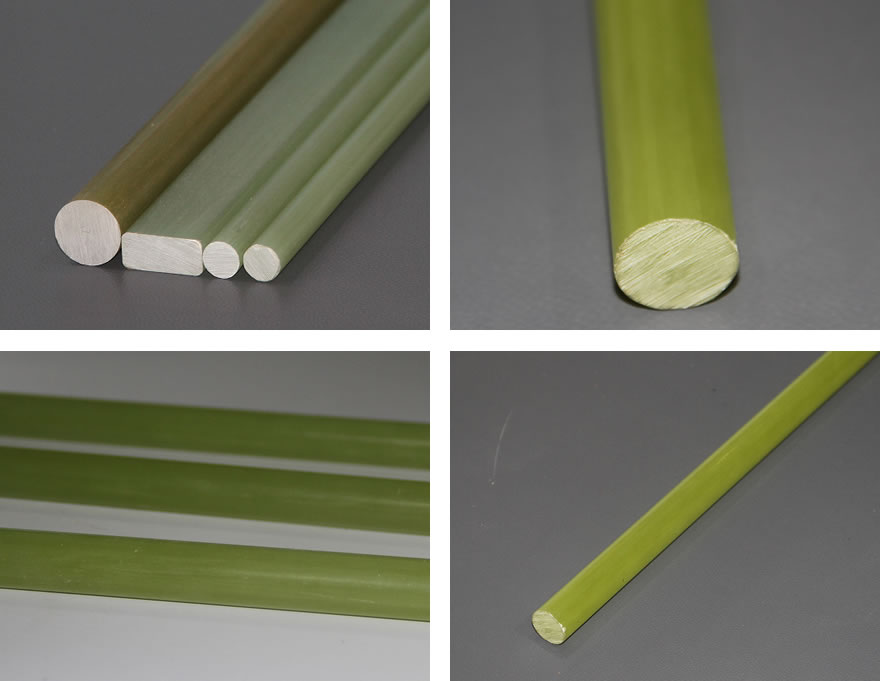
One inconsistent shipment of pultruded fiberglass rods can stall an assembly line, trigger field failures, or force costly rework. In 2026, industrial buyers sourcing these components for utilities, structural applications, electrical cores, tooling, or custom fabrications cannot afford to treat quality as an afterthought.
Pultrusion delivers excellent axial strength, corrosion resistance, and dimensional stability at scale. But the process is inherently sensitive. Small drifts in raw materials or process parameters create meaningful variation between suppliers — and sometimes between lots from the same supplier. Smart procurement teams now build explicit quality expectations into sourcing, auditing, and incoming inspection.
Here’s a practical, procurement-focused guide to consistently source conforming pultruded fiberglass rods.
Why Pultruded Fiberglass Rod Quality Varies
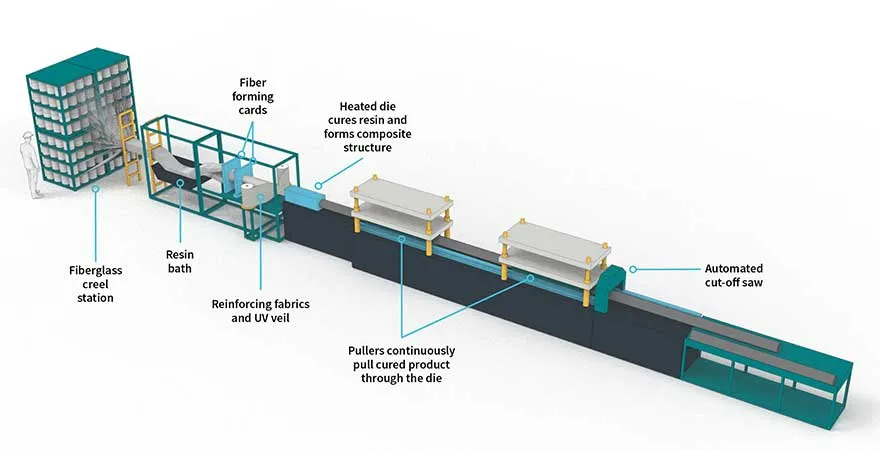
Pultrusion is a continuous, highly coupled process. Glass rovings are pulled through a resin bath, preformed, and cured in a heated die under controlled tension and speed. The final properties depend on precise balance across several variables.
Key drivers of variation include:
- Resin viscosity and fiber wet-out — High viscosity or insufficient residence time in the bath leaves voids and dry fibers. Low viscosity can cause resin-rich areas and excessive shrinkage.
- Pull speed vs. die temperature profile — Too fast and the core may not fully cure. Too slow or uneven heating creates surface cracks, blisters, or internal stresses. Thick rods are especially sensitive because heat penetration slows dramatically.
- Fiber management — Inconsistent creel tension or misalignment produces waviness that reduces tensile performance (strength drops with the square of the cosine of the misalignment angle).
- Die condition and release — Worn chrome, poor release, or buildup lead to surface defects such as fiber bloom, peeling, or scoring.
- Raw material lot differences — Changes in roving sizing, resin reactivity, filler moisture, or initiator levels shift cure behavior and final properties.
- Process discipline — Even capable suppliers see drift without rigorous monitoring of temperatures (often multi-zone), viscosity checks, Barcol hardness at the die exit, and dimensional checks.
Common resulting defects include voids, delamination, incomplete cure (low hardness and reduced mechanicals), exposed fibers, surface cracks or droplets from shrinkage, and dimensional issues such as camber, twist, or out-of-tolerance diameters.
These issues directly affect tensile strength, shear performance, long-term durability, and machinability. The best suppliers treat these variables as tightly controlled process inputs with documented setup sheets, real-time monitoring, and quick corrective action.
Lock in Clear Specifications Up Front
Vague purchase orders invite variation. Define exactly what “conforming” means.
Dimensional requirements: Reference ASTM D3917 (Standard Specification for Dimensional Tolerance of Thermosetting Glass-Reinforced Plastic Pultruded Shapes). Specify diameter tolerance, straightness, camber, and twist limits appropriate to your application. Tighter tolerances are achievable but cost more — know your true needs.
Physical and compositional properties
-
Loss on ignition / ash content (per ASTM D2584): This is the correct test for quick QC checks, but it measures the total non-volatile residue (ash) after ignition — not the true glass fiber content. Inorganic fillers remain in the ash (or partially decompose; for example, ATH loses up to ~34% of its weight as water, while calcium carbonate can also lose weight depending on temperature and time). As a result, a low-glass, high-filler rod can produce a similar ash percentage to a high-glass, low-filler part. The test is practically limited for determining actual glass content without additional characterization of the ash residue (e.g., microscopy or elemental analysis).
For procurement, request supplier formulation transparency (glass fiber percentage by weight), lot-specific ash data with residue analysis when fillers are present, or complementary verification methods such as selective matrix digestion or TGA with stepwise interpretation. Higher effective reinforcement content still generally improves axial strength and stiffness — just verify it properly rather than relying solely on raw ignition loss numbers.
- Density and water absorption (ASTM D792 and ASTM D570).
- Barcol hardness as a quick cure indicator (ASTM D2583).
Mechanical performance: Requires minimum or characteristic values and the exact test method:
- Tensile properties — ASTM D3916 (specific to pultruded glass-fiber-reinforced plastic rod; note that specialized gripping is required to avoid crushing).
- Flexural properties — ASTM D4476.
- Apparent horizontal shear (short-beam) — ASTM D4475.
- Additional tests as needed (in-plane shear per ASTM D3914, etc.).
Other requirements: Specify resin system (e.g., vinyl ester for improved chemical resistance), maximum void content targets, traceability to raw material lots, and lot-specific certificates of conformance with actual test data — not just “typical” values.
Add language for first-article inspection on new or changed processes and ongoing statistical process control (SPC) data for critical parameters.
Supplier Audit Checklist for Pultrusion
Paper certifications alone are insufficient. Focus audits on process capability and discipline.
Core areas to evaluate:
- Documented quality management system with clear procedures for setup, monitoring, and reaction to out-of-control conditions.
- Real-time or frequent logging of key parameters: die zone temperatures, pull speed, resin bath viscosity and temperature, creel tension, and Barcol readings at the die exit.
- Equipment calibration and maintenance programs, especially for dies, temperature controllers, and measurement tools.
- Incoming raw material controls and traceability (roving specs, resin CoAs, moisture control).
- In-process and final inspection capabilities, including visual defect classification per ASTM D4385.
- Ability to retain samples and provide lot-specific mechanical test data or partner with accredited labs.
- Root-cause analysis and corrective/preventive action processes for defects or nonconformances.
- Operator training and standardized work instructions.
Walk the line if possible. Observe creel setup, resin bath management, preformer condition, die exit quality, and their responsiveness to a deliberate process question. Ask for recent capability studies (Cpk) on diameter or a key mechanical property.
Incoming Inspection Playbook
Even with strong suppliers, verify what arrives.
Practical steps for your team:
- Review documentation first — Confirm CoC matches PO requirements, includes actual lot data, and references the correct test methods and standards.
- Visual and dimensional check — Inspect for surface defects, color uniformity, and damage. Measure diameter, length, and straightness against tolerances. Use go/no-go fixtures where volume justifies them.
- Quick physical checks — Sample for glass content (burn-off), density, water absorption, and Barcol hardness on a risk-based frequency.
- Escalate mechanical testing when needed — For new suppliers, critical applications, or after any process change at the supplier, send samples for tensile (ASTM D3916), flexural, and shear testing. Consider third-party labs for independence.
- Use a sensible sampling plan — Base it on lot size, supplier history, and application risk (e.g., ANSI/ASQ Z1.4 or similar). Tighten for new or variable suppliers.
- Handle nonconformances promptly — Define clear acceptance/rejection criteria and communication paths. Require root cause and corrective action from the supplier.
Retain samples from accepted lots for future comparison if issues arise later.
Building Consistency in 2026 and Beyond
The pultrusion industry is actively advancing standardization. The American Composites Manufacturers Association (ACMA) Pultrusion Industry Council is developing a new Code of Standard Practice for fabrication and installation of pultruded FRP structures. This momentum favors buyers who demand disciplined process control and transparent data from their suppliers.
Treat supplier qualification as an ongoing program, not a one-time event. Maintain an approved vendor list with performance metrics (quality, delivery, responsiveness). Consider dual qualification for critical rod sizes or applications. Collaborate with strong suppliers — many will share process capability data and even host audits because it strengthens the relationship.
Key Takeaways
- Pultruded rod quality variation comes mostly from controllable process factors (viscosity/wet-out, temperature-speed balance, fiber alignment, and die condition). Demand evidence of tight control.
- Write specifications that reference specific ASTM test methods and require lot-specific data, not just typical values.
- Audit for real process capability and traceability rather than relying solely on ISO certificates.
- Implement risk-based incoming inspection that starts with documentation and dimensions and escalates to mechanical testing when warranted.
- Build collaborative relationships with suppliers who demonstrate transparency and a commitment to continuous improvement.
Consistent, high-performing pultruded fiberglass rods start with clear expectations and disciplined verification. Update your sourcing playbook now, and you’ll reduce surprises, protect your production schedules, and get the reliable performance your applications demand.
Please contact us at Tencom for your pultruded manufacturing needs.