Fiberglass-reinforced plastic (FRP), also referred to as fiber-reinforced polymer, is a composite material renowned for its high strength, lightweight properties, and exceptional corrosion resistance. These characteristics make it a preferred choice in demanding environments, offering performance comparable to steel without the associated weight or susceptibility to degradation. FRP is produced primarily by pultrusion, which produces continuous profiles with consistent quality and structural integrity.
The Pultrusion Manufacturing Process
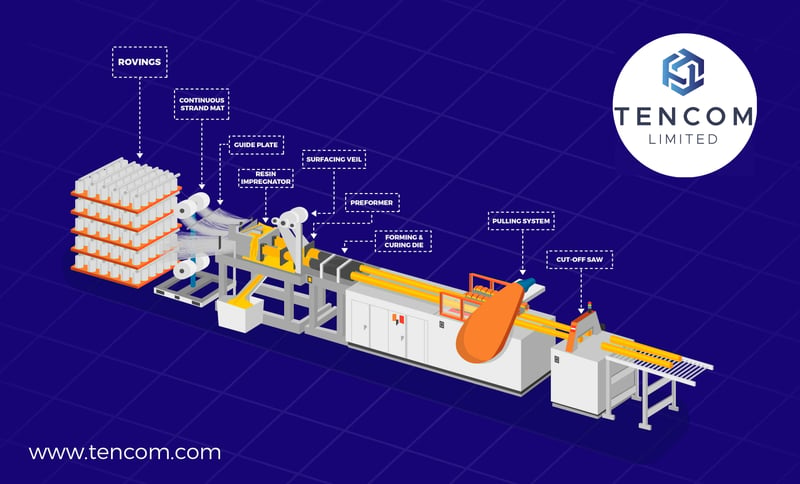
The pultrusion process involves five principal steps to produce durable FRP components:
- Reinforcements: The process commences with fiberglass reinforcements, including roving for unidirectional strength and woven mats for multi-directional reinforcement. These materials are precisely aligned and fed through creels to ensure optimal strength distribution in the final product.
- Resin Impregnation: The reinforcements are fully saturated in a bath of thermosetting resin. Common options include polyester resins, which are cost-effective and widely used for general applications, and epoxy resins, which provide superior adhesion, mechanical properties, and resistance in high-performance applications. Additives such as pigments, fillers, fire retardants, and UV inhibitors may be incorporated to tailor the material's properties.
- Pre-Forming and Surface Enhancement: Excess resin is removed, and the composite is shaped using pre-former tools. A surface veil is applied to improve aesthetics and provide additional corrosion resistance.
- Curing: The impregnated reinforcements are pulled through a heated die, where the resin polymerizes, solidifying into the desired profile.
- Cutting and Finishing: The cured profiles are cut to specified lengths and prepared for packaging and distribution.
This method ensures precise control over material composition, resulting in products with high strength and reliability.
Key Advantages of FRP
FRP offers several critical benefits that enhance its suitability for diverse applications:
- High Strength-to-Weight Ratio: FRP delivers strength comparable to or exceeding steel's while being significantly lighter, facilitating easier handling and reducing structural loads.
- Corrosion Resistance: Unlike metals, FRP resists degradation from moisture, chemicals, salts, and other environmental exposures, resulting in an extended service life and minimal maintenance.
- Additional properties include customization options for fire retardancy, UV stability, and impact resistance.
Expanded Applications
Beyond traditional applications in civil engineering and construction, FRP panels and profiles are widely used for walls and ceilings in hygienic and corrosive environments. In food-processing facilities, for instance, FRP panels provide cleanable, USDA-compliant surfaces that inhibit bacterial growth and withstand frequent washing with harsh detergents. Their non-porous finish and corrosion resistance make them ideal for commercial kitchens, restrooms, chemical plants, and agricultural structures, where moisture, chemicals, and sanitation demands are paramount.
In summary, the pultrusion process yields FRP materials that combine high strength, durability, and corrosion resistance, making them an efficient and long-lasting solution across industrial, commercial, and infrastructural sectors. For specialized requirements, selecting appropriate resins—such as polyester resins for cost-effectiveness or epoxy resins for enhanced properties—further optimizes outcomes.